
咨詢服務熱線:
189-1423-9090
咨詢服務熱線:
189-1423-9090

地址:江蘇省無錫市惠山區陽山協達路7號
郵編:214125
電話/傳真:0510-85190973 85180479
手機:18914239090
網址:m.boldbutgood.com
因為萬向軸中傳動軸因為長期的使用,推薦啟停式飛剪會出現磨損,損壞,導致傳動軸會失去平衡,當萬向聯軸器出現這種狀況的時分會產生異常的響聲,甚至會導致零部件的損壞。假如有格登的聲響,說明里邊的零部件現已松動了,咱們需求及時給予趕緊。萬向聯軸器中傳動軸假如負載比較重,河南啟停式飛剪廠家并且又行駛中不平穩的路程中就會宣布敲擊聲,咱們要查看平衡軸的方位是不是現已移動了,不在傳動軸本身應在的方位上,假如速度越快噪聲越大,并有發抖的聲響。

將軸頸和十字軸式萬向聯軸器合作部分用汽油或煤油灌裝、擦拭潔凈。若有粗糙或損害的情況,需要用油石或細金剛紗布消除掉,當然用其他辦法處理也能夠。啟停式飛剪廠家接著用千分尺丈量軸頸內徑尺度,河南啟停式飛剪廠家千分棍丈量十字軸式萬向聯軸器的內徑尺度。丈量聯軸器時至少要丈量3點,并反復丈量,如果處理結果不符合圖紙要求時,要用刮刀或半圓銼修補其內孔。

假如遇到法蘭盤叉頭的加工問題,叉頭是鑄鋼件,各外圓及法蘭盤端面均需求加工,車削時,夾住法蘭盤端車叉頭沒有問題,但掉頭車法蘭盤時,啟停式飛剪廠家卻沒有辦法裝卡,車床四爪單動卡盤只能兩爪吃勁,夾不住,考慮焊工藝爪,因為批量大,太糟蹋,規劃工裝又不簡單,在這種狀況下,咱們想出了一個簡單易行的辦法。河南啟停式飛剪廠家將叉叉頭交錯堆疊在一起,保證叉頭空隙持平,,在根本找正沒有偏斜后,在4個焊點處點焊成一個整體。這樣即可以垂手可得地分別夾注兩端的法蘭盤,將各個加工面車成。

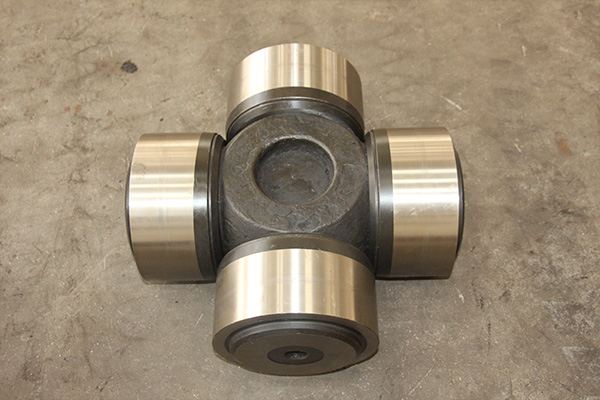
萬向聯軸器,也可稱為萬向節,啟停式飛剪廠家是用來銜接兩根軸與十字軸的,并且是任意視點的兩根軸,然后構成四個轉動副。萬向軸開裂可能是挑選不妥,推薦啟停式飛剪廠家由于在不同的條件下,萬向軸的挑選是不同的。此外,還有可能是質量自身的問題,也就是說,質量構成的。

齒形聯軸器撓性較好,有自動對中性能。檢修時一般按以下方法進行:查看聯軸器齒面嚙合情況,其觸摸面積沿齒高不小于百分之五十,沿齒寬不小于百分之七十,齒面不得有嚴重的點蝕、磨損和裂紋。聯軸器外齒圈全圓跳動不大于0.03mm,啟停式飛剪廠家端面圓跳動不大于0.02mm。若須拆下齒圈時,一定要用專用東西,不行擊打,以免使軸彎曲或損傷。當回裝時,應將齒圈加熱到200℃左右再裝到軸上。河南啟停式飛剪廠家外齒圈與軸的過盈量一般為0.01~0.03mm。回裝中直接筒或其它部件時應按原有符號和數據安裝。用力矩扳手均勻地把螺栓擰緊。


