
咨詢服務熱線:
189-1423-9090
咨詢服務熱線:
189-1423-9090

地址:江蘇省無錫市惠山區陽山協達路7號
郵編:214125
電話/傳真:0510-85190973 85180479
手機:18914239090
網址:m.boldbutgood.com

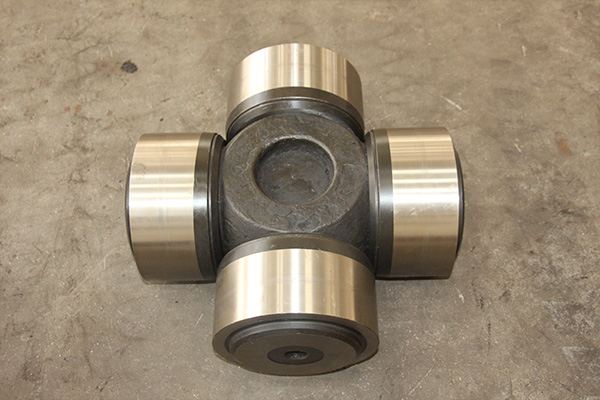
十字萬向聯軸器外表應選用滲碳淬火或回火處理,其辦法的不同,得到的外表的硬度也是不同的。氣體滲碳將工件裝入密閉的滲碳爐內,推薦萬向聯軸器定制經過氣體(甲烷、乙烷等)或液體滲碳劑(煤油或苯、乙醇、丙酮等),以取得高碳外表層。固體滲碳是將工件和固體滲碳劑(木炭加促進劑組成)放在一個密封的盒子里,鎮江萬向聯軸器定制定制在加熱爐加熱加熱到滲碳溫度,并保持必定時刻,使活性炭萬向聯軸器原子滲入工件外表,這也是很早的滲碳辦法。

萬向聯軸器定制定制當兩個平面圖中存在不平衡相位差時,相位差紛歧定為180。圓弧中的慣性力和初始軸違背的初始軸引起偏轉。在所有正常狀況下,彼此歪斜的兩個軸都存在。當不平衡改變的軸承聯軸器不受限時,推薦萬向聯軸器定制定制它繞主軸軸承旋轉慣性力,主軸的幾何圖形縱軸相同。具有相同尺寸而且方向相反的扭矩能夠稱為耦合不平衡扭矩。
做好準備作業后,開始進行熱裝,要求要快速,避免熱裝還未完成,溫度就下降了,導致十字軸式萬向聯軸器的孔徑縮小,形成熱裝困難。一般熱裝十字軸式萬向聯軸器萬向聯軸器會將溫度加熱到250℃。推薦萬向聯軸器定制加熱升溫不宜過快,避免影響聯軸器溫度的均勻性,至于加熱時刻要根據其膨脹量來確定。為了取得合理的聯軸器內徑,萬向聯軸器定制定制能夠根據丈量的加熱所膨脹的數值,制作相同巨細的量棍,加熱到量棍能夠放入內徑孔為止。然后進行熱套作業。

萬向聯軸器的平衡片或元件沒有進行動態平衡補償。萬向聯軸器定制定制裝置過程中,兩個聯軸器不在同一平面上。 萬向聯軸器呈現彎曲或軸管凹陷問題,破壞了動平衡。萬向聯軸器的法萬向聯軸器蘭盤的銜接螺栓松動,鎮江萬向聯軸器定制導致視點呈現偏斜。花鍵軸與套管叉的磨損過大,或空隙過大。

將軸頸和十字軸式萬向聯軸器合作部分用汽油或煤油灌裝、擦拭潔凈。若有粗糙或損害的情況,需要用油石或細金剛紗布消除掉,當然用其他辦法處理也能夠。萬向聯軸器定制定制接著用千分尺丈量軸頸內徑尺度,鎮江萬向聯軸器定制定制千分棍丈量十字軸式萬向聯軸器的內徑尺度。丈量聯軸器時至少要丈量3點,并反復丈量,如果處理結果不符合圖紙要求時,要用刮刀或半圓銼修補其內孔。


